RE: "Manual" multicolor
@heneryh
My friend ... you owe me the explanation for at least two out of the six filament changes, Cameron had in his renewed experiment.
.
.
.
Nice contest ....
Your turn 😉
Sorry, I don't owe you anything.
RE: "Manual" multicolor
@heneryh
Excuse me & take my apologies.
I thought we could continue this conversation a little ironic, humorous, in a pseudo knowledge contest and joking.
I failed.My fault. sorry.
So take my excuse, forget everything and good bye
RE: "Manual" multicolor
@joantabb
that makes sense now :). wondered why it starts with a filament change rather than just start with white. it is very cool to be able to do this. Thanks again for your help ... cam (slightly less of a newbie now)
RE: "Manual" multicolor
Good tp see people experimenting!
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: "Manual" multicolor
@cameron-sturgess
Nothing to stop you simply editing the GCODE file to remove the first (pointless) filament change.
Particularly if you will reuse GCODE file lots of times, probably not worth it for a one off.
RE: "Manual" multicolor
@joantabb
(this is in regards to your post from..... Posted : 19/02/2021 9:06 pm)
Hello there,
Thank you for your detailed explanation and the shared file. I compared yours to mine and for some reason I am not seeing the Extruder 2 in the top left corner, in the sliced view.
If I load the second part as a "part" and assign it to the Extruder 2, it works. But if I load it as a "modifier", then it does not...
I guess if I load it as a "part", I can setup a second filament profile and adjust the parameters in there.
Any ideas?
Not sure how you added your .3mf file... I can't add mine.
Thank you!
RE: "Manual" multicolor
I have added two screen shots...one when second part is loaded as PART and one when loaded as MODIFIER.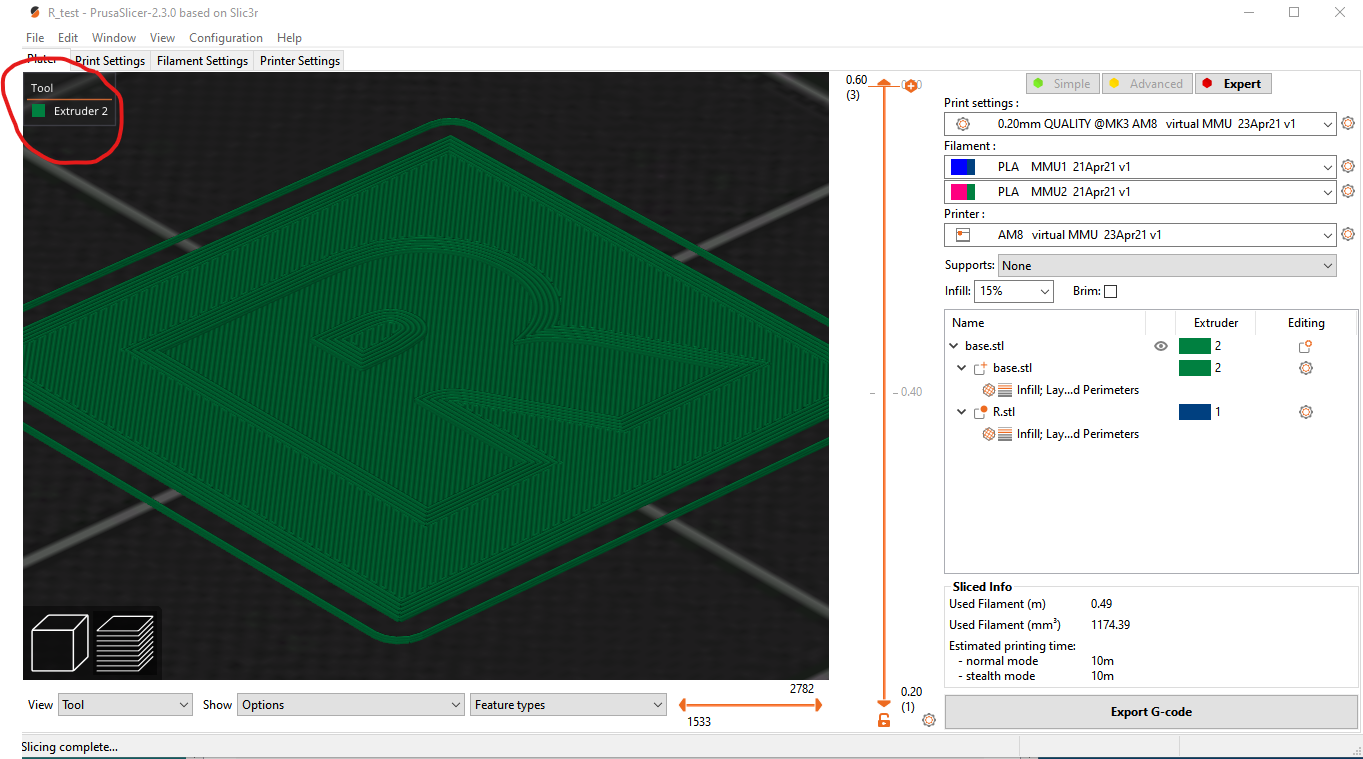

RE: "Manual" multicolor
I've had success with this method, but I wonder if folks have had success using this WITH the wipe tower too.
When I use the wipe tower, it completes the M600, I hold the squiggly spiral bit as described above, and then the extruder moves to the purge area, makes a small blob in place, and then a thick streak as it makes its X move. Some of the time, this boogery bit causes a crash the next time around whrn the nozzle hits it.
I get that it's part of purging, but I'm handling that fine with the M600. I really just want it to extrude for a while to get the new filament working well so I don't have to keep saying it's not the correct color when loading. FWIW I'm using this to print PLA support interface layers as a "soluble" (0 distance) support for PETG overhangs. It works great EXCEPT for (1) the boggery bits on the wipe tower and (2) I can't get 2 support interface layers (it's a bug). I can handle the last part, but my purging is so messy.
Other than manually editing the gcode, is there a way to keep it from making a mess on the wipe tower?
All tips appreciated!!
RE: "Manual" multicolor
FWIW it's the "TOOLCHANGE LOAD" gcode I'm editing, the bold parts below are the mini blob and thick line:
...
M600
T2
G1 X171.250 Y128.860
M900 K0.08 ; Filament gcode LA 1.5
M900 K45 ; Filament gcode LA 1.0
G4 S0
; CP TOOLCHANGE LOAD
G1 E18.0000 F1140
M73 P56 R5
G1 X229.375 E63.0000 F775
M73 Q56 S5
G1 X171.250 E9.0000 F542
M73 P57 R5
M73 Q57 S5
G1 Y128.360
...
Don't open the Can of WORMS! 🙂
To be honest I do not know why the printer firmware does this.
As I am not a developer, I merely use the available functionality!
regards Joan
I try to make safe suggestions,You should understand the context and ensure you are happy that they are safe before attempting to apply my suggestions, what you do, is YOUR responsibility.Location Halifax UK
RE: "Manual" multicolor
Maybe a hint for other users and to verify this for myself:
If I want to print different materials in my virtual MMU print, I figured I have to check "Single Extruder Multi Material" in general printer settings?
Otherwise I can't find a temperatur change in the gcode when changing "extruders" (one with PLA/215° and one with PETG/230). What I can't judge from the gcode: Does it apply the other filament settings, like retraction, fan speed and so on?
Thanks and happy printing
RE: "Manual" multicolor
I'm a little late to the party but here's my recipe for doing "manual multicolor" with a wipe tower:
- In "Printer Settings"-->"General":
- Set "Extruders" to desired number of colors
- Enable "Single Extruder Multi Material"
- In "Printer Settings"-->"Single extruder MM setup":
- Set "Cooling tube position" to 10.
- Set "Filament parking position" to 0.
- Set "Extra loading distance" to 0.
- These settings eliminate the filament getting retracted into heatsink section and possibly jamming there as well as eliminating the big blob created in the wipe tower after changing filaments. I think the original values are appropriate for a physical MMU(2) where the filament is needs to be moved between the Bowden tube and the extruder tip but does the wrong thing for manual color changes.
- In "Print Settings"-->"Wipe tower", disable "Prime all printing extruders". Since we're manually changing filaments, there's no need to do this.
- In the "Printer Settings"-->"Custom G-code"-->"Tool change G-code" section, put the following:
{if layer_num >= 0}M600 ; change to filament for extruder {next_extruder + 1}{endif}
-
- M600 performs a filament change. The layer_num check skips the unnecessary filament change triggered by the tool change that occurs at the very start of the print (when layer_num is -1). I think this initial tool change is needed to ensure the MMU(2) has the correct filament selected but isn't needed when manually loading the filament.
It took me a bit to come up with these settings, but now manual multicolor prints on my Prusa i3 MK2.5 work flawlessly. I wouldn't use it for prints lots of color changes, but it's wonderful for embedding colored text in a layer.
I wonder if folks have had success using this WITH the wipe tower too
That seems pointless to me. If I wanted to waste filament on a wipe tower and add double the risk of print failure I would refit my MMU. The whole point of this technique is to make it possible to include the occasional label or scale markings.
Cheerio,
RE:
Fwiw the wipe tower is critical to me when swapping between PETG and PLA as breakaway support for the other: you need to purge a lot to prevent the previous filament from ruining layer adhesion.
.. And even more so with PVA but that's true on the wipe tower too, it's just another place for adhesion to fail. Manual MMU isn't intended for true multimaterial parts and, regrettably, the MMU itself isn't very good at it. I'm hoping the XL will fare better.
Cheerio,
RE: "Manual" multicolor
Yes one extruder for two types of filament maybe too hard a nut to crack. I only do it occasionally for flat (parallel to bed) overhangs, and then I only let it do two PLA breakaway layers between the support and model PETG. 2-tool XL pre-ordered muhahahahahaaa......
RE: "Manual" multicolor
During manual filament change, is there a way to send M73 showing which color to load (red , blue etc etc ) ?
is there a way to send M73 showing which color to load
No, the messages are overwritten too quickly. It *is* possible to extract the 'extruder' changes by using a post-processing script...
I was about to refer you to a much earlier post of mine but I find the earlier version of this script has evaporated in the great deletion event leaving a broken link.
So instead of a file you will find the text of the script at the bottom of this post.
Copy the script and save it as postMMMUslice.pl , make it executable.
Open PrusaSlicer, goto Print Settings > Output options and in the Post-processing scripts box enter
[path to]/postMMMUslice.pl
In my Puppy Linux Distro I use: ~/3d/ManualMultiTools/postMMMUslice.pl - but your path will be different.
Save the print profile as something recognisable; eg. "0.2mm MMMU" or whatever is appropriate.
Now slice your model. When you save the gcode a second file will be saved, it will have the same name with .changes.txt added.
The contents will be something like this:
Manual Multi Material Printing assistance: post MMUslice.pl
Filament changes; expressed as extruder selection, from gcode created for manual multicolour printing.
Extruder 1
40 minutes Change -> Extruder 6
20 minutes Change -> Extruder 1
92 minutes Change -> Extruder 2
15 minutes Change -> Extruder 1
47 minutes Change -> Extruder 3
7 minutes Change -> Extruder 5
1 minutes Change -> Extruder 1
2 minutes Change -> Extruder 4
8 'M600' filament changes.
This is about as complex as you ever want to go with the Manual MMU method. I leave it up to you to keep track of which filament is associated with which extruder.
It should work as-is on almost all Linux distros including Raspberry Pi, on Macs and on a great many other systems; if you have a very unusual setup you might need to change the first line to point to your Perl installation. If you use Windows you will have to install Perl from somewhere and maybe pay for it.
* SCRIPT BEGINS *
#!/usr/bin/perl
# Prusa slicer manual MMU postprocess
# Remove first 'tool change' and
# report all changes after that
# - with times.
#
# Version 0.05
use strict;
my ($count,$done,$lctime,$ltime)=(0,0,0,0);
if(open my $OUT,">".%ENV{SLIC3R_PP_OUTPUT_NAME}.".changes.txt"){
if(open my $OUTFIL,">",@ARGV[0].".tmp"){
print $OUT "Manual Multi Material Printing assistance: post MMUslice.pl\n\n";
print $OUT "Filament changes; expressed as extruder selection, "
."from gcode created for manual multicolour printing.\n\n";
if(open( my $IN, @ARGV[0])){
while (<$IN>){
if(/^M73 P(\d+) R(\d+)/){
$ltime=$2;
unless($lctime){
$lctime=$ltime;
}
print $OUTFIL $_;
} elsif(/^M600/){
if ($done){
my $m=$lctime-$ltime;
$lctime=$ltime;
print $OUT "$m minutes Change -> ";
$count++;
print $OUTFIL $_;
} else {
print $OUTFIL ';',$_;
$done++;
}
} else {
print $OUTFIL $_;
}
if(/^T(\d)/){
print $OUT "Extruder ".($1+1)."\n";
}
}
unless($count){
print $OUT "\nNo 'M600' filament changes detected.\n";
} else{
print $OUT "\n$count 'M600' filament changes.\n";
}
} else {
print $OUT "Unable to open ".@ARGV[0]."\n";
}
rename @ARGV[0].".tmp",@ARGV[0];
} else {
print $OUT "Unable to change ".@ARGV[0]." InInitial unnecessary change still in place.";
}
# Come here if fail to open changes file - no point in doing anything.
}
* SCRIPT ENDS *
The forum software destroys the formatting, sorry. On some systems you might need to change the line endings.
Hth, Cheerio,
Solved over extrusion BLOB after color change
Hi Guys -
I had a similar issue with a BLOB of filament extruding on the print after the color change as @marko-s4 had mentioned in 2020
Here is what solves it:
In Prusa Slicer under
- Printer Settings>Extruder
- Change section close to bottom "Retraction when tool is disabled" to 0 to disable it
(the number 4 may be present there) - Repeat step for any other extruders listed
I changed the length from 4 to 0 and upon the filament change - it just went back to it's position and NO MORE BLOB!
RE: "Manual" multicolor
- In the "Printer Settings"-->"Custom G-code"-->"Tool change G-code" section, put the following:
{if layer_num >= 0}M600 ; change to filament for extruder {next_extruder + 1}{endif}
- M600 performs a filament change. The layer_num check skips the unnecessary filament change triggered by the tool change that occurs at the very start of the print (when layer_num is -1). I think this initial tool change is needed to ensure the MMU(2) has the correct filament selected but isn't needed when manually loading the filament.
This didn't get the praise it deserves! Used this line instead of the simple M600, and it works flawlessly.
